Micromachining : A New Trend in Manufacturing
With the demand for smaller and more intricate micro machined parts increasing as more industries require these parts, Micro-machining is becoming a more Important and significant aspect of a precision engineering company’s work.
Trend of miniaturization of products and consequently its components nowadays can be evident in almost every production field. To accomplish requirements imposed by miniaturization micro-machining proved to be a satisfied manufacturing technique. Herein the term micro-machining refers to mechanical micro cutting techniques where material is removed by geometrically determined cutting edges. Manipulating bulk material at the atomic level is considered to be the domain of physics, chemistry and nanotechnology. However, precision engineering, especially micro machining, has become a powerful tool for controlling the surface properties a sub-surface integrity of the optical, electronic and mechanical functional parts in a regime where continuum mechanics is left behind and the quantum nature of matter comes into play. The surprising subtlety of micro-machining results from the extraordinary precision of tools, machines and controls expanding into the nano-meter range—a hundred time more precise than the wavelength of light.
This blog will give you brief insights about
- Why Micromachining is Important
- Evolution of Micromachining
- Tools Used in Micromachining
- Different Micromachining Techniques
- Challenges in Micromachining Processes
- Applications of Micromachining
· Why Micromachining is in trend:
With increased demand for miniaturized functional equipment, micro machining is becoming an important industry. Micromachining is the technology for manufacturing micro sized structures. This technology has many applications, and has driven innovation in many areas such as the automotive and biomedical engineering fields. The potential of micromachine has been noticed by the research community, inspiring the creation of many academic works. Since its beginning, micromachining has evolved greatly to include more techniques and methods, and the array of materials being processed under these techniques also has expanded. With the prediction of nanotech and micromachining market expansion by 2015 to 1 trillion dollars and creation of new industries related to this technology the demand to technical workers in this fields will increase.
Evolution of Micromachining
Micromachining developed as a technique in the late 1990s, in response to an increasing demand for smaller and more intricate parts from the semiconductor and medical industries. In response to this, precision engineers began developing techniques to machine smaller parts with smaller tools, largely by trial and error. Finding the right machinery and tools to deliver results on such a small scale was particularly a problem. Laser cutting couldn’t create the clean edges required, and low RPM machines using small cutters could only provide limited results. Upgrading to higher speed spindles and machines that are capable of producing smaller parts was essential, and nowadays precision engineers not only use higher RPM machines to apply their own micro milling capabilities. US micromachining market size (USD Million)

The global micromachining market size was valued at USD 2.51 billion in 2019 and is expected to expand at a compound annual growth rate (CAGR) of 7.3% from 2020 to 2027. The growth is driven by the increasing adoption of these systems for the fabrication of micro-components in industries such as automotive, healthcare, consumer electronics, healthcare, and aerospace. The increasing advancements in the production technologies have resulted in a reduction in the time required for the manufacturing of components, which has further boosted the market growth.
· Tools Used in Micromachining :
A material of Micro cutting tools (herein simply referred as tools) is the essential enabler for micromachining processes. Tool diameter and cutting-edge radius determines achievable feature size and surface quality. Cutting edge radius determines cutting tool sharpness and it influence on minimum chip thickness and determines effective rake angle of the tool as already discussed. As far as the tool material is concerned, either tungsten carbide or single crystal diamond are used.

DIAMOND TOOLS : When dealing with non-ferrous and non-carbide materials, such as brass, aluminum, copper, nickel, etc., and brittle hard materials such as ceramics, silicon, glass, germanium, etc., single crystal diamond is preferred tool material due to its outstanding hardness, high thermal conductivity and elastic and shear module. However, diamond is limited to the cutting of non-ferrous materials because of the high chemical affinity between diamond and iron. When machining ferrous materials with diamond tools, carbon of the diamond can easily diffuse, causing severe tool wear. An exception occurs in the case of low cutting speeds, when low temperatures prevent diffusion or in case of vibration assisted micromachining.
TUNGSTEN CARBIDE (WC) TOOLS :Tools that are used to machine ferrous materials are commonly made of tungsten (wolfram) carbide (WC). Tungsten carbide cutting tools are generally used due to their hardness and strength over a broad range of temperatures. In general tools edge radii ranges from 1 μm to 3 μm. However, in contrast to the homogeneous crystalline structure of diamond, tungsten carbide is a hard metal composite. As a consequence, tool cutting edge is always jagged causing burr formation on ductile materials like most metals.
· Micromachining Techniques :
Micromachining is a specific technique applied to micro scale parts. Micro ElectroMechanical Systems (MEMES) are microscopic devices processed, designed, and used to interact with or modify the local environment. They can be referred as microstructures, microsystems, mechatronics and microstructure technology. MEMS can also be referred to devices with moving parts (smaller than human hair) containing both mechanical and electrical components on silicon. The most important techniques are used for micromachining are photolithography, laser, micro-EDM and micromechanical machining.
Lithographic Process: It is a traditional technique of micromachining on silicon based on lithographic approach, by etching and deposing process used in microelectronics. Silicon wafers are machined with chemical or physical etch and parts are realized layer by layer from silicon wafer. This non-contact method is based on masking and light exposure.
Laser Micromachining: Laser uses light radiation with high energy as a machine tool. High precision can be achieved and material removal is obtained by ablation. Ceramics and metal layers can be machined with higher laser densities. Focused beam could allow real 3D shaping by correct motion control.

Micro Electronic Discharge (EDM) Machining: The erosive action of an electric discharge between conductive tool and work piece is used to remove material. Electro-thermal erosion creates small craters in the piece during machining process. The tool shape is copied in the work piece with a no contact system. EDM machining process is able to machine both hard materials like steels and carbides and semiconductors and conductive ceramics.
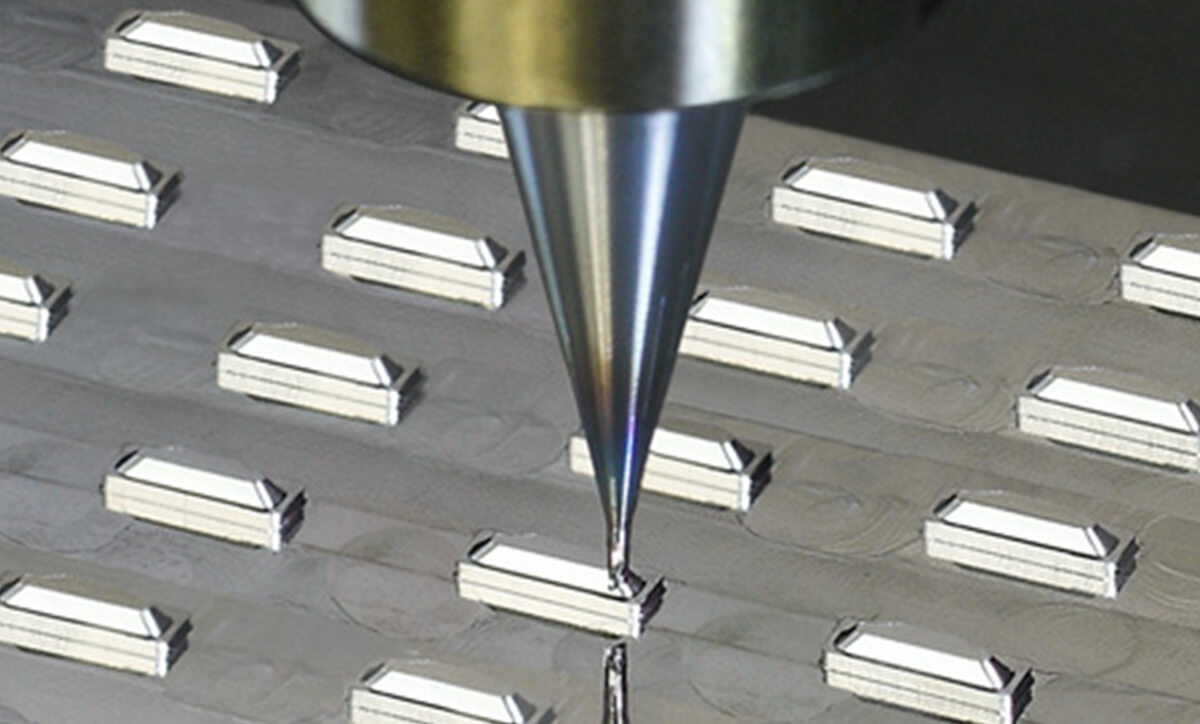
Mechanical Micromachining Technology: Mechanical micromachining technology is a new field in micromachining that is achieved by optimization of cutting process for micro-milling, turning and grinding process for a wide range of materials. In this process the unwanted part of the work piece is removed by mechanical force through brittle breakage. A high stress that causes breakage of material is applied to a very small area or volume of the work piece. Extremely precise cutting machines with high level of positioning accuracy are designed to perform milling, turning and grinding in micro scale.
Micro Ultrasonic Machining: Micro ultrasonic machining is a process that uses micro tool ultrasonic vibration to create accurate holes in brittle materials like silicon, glass and ceramics.

Abrasive slurry is interposed between tool and work piece and the tool is used as a micro-mill to obtain drills or pattern on the work piece surface. The vibrating tool impacts abrasive grains into the work piece producing a mechanical removal of the material.
· Challenges in Micromachining Process :
SIZE EFFECTS : Size effects are certainly among the principal issues, if not the most relevant aspect, to be addressed in micromachining. Although micromachining includes many characteristics of conventional (macro) machining process, the size effect modifies the mechanism of material removal and prevents the production parameters to be changed according to the rules of similarity. There are two different aspects of size effects of concern, when the thickness of material to be removed is of the same order of magnitude as the tool edge radius, or where the microstructure of work piece material has significant influence on the cutting mechanism.
CUTTING FORCES: Excessive cutting force limits the accuracy and the depth of cut due to deflection of tool and work piece, defines the bending stress that determines the feed rate and introduce the built-up edge. Therefore, reducing the cutting force in micromachining operations significantly improves material removal productivity, decrease tool deflection and tool wear, delay tool failure, and narrow work piece tolerance limits. As in conventional machining, micromachining cutting force consists mainly of normal and tangential components, usually called shearing/cutting and plowing/thrust force, respectively.
SURFACE QUALITY : Three dimensional assessments of the finished components are usually carried out using optical equipment scanning electron microscopy and the surface quality is evaluated generally through surface roughness and burr formations. While in the conventional machining processes a smaller uncut chip, thickness generate smaller surface roughness, at micromachining there exist a critical depth of cut below which surface roughness starts to increases. Therefore, optimal depth of cut depends highly on the degree of the size effects and for that depth of cut the best surface finish is produced.
Applications of Micromachining
There is a growing demand for industrial products in the field of automobile sectors. Micro features need to be produced for automobile parts without affecting the functionality of the product. Micromachining is the advanced technology that satisfies the need of the automobile industry in terms of both functionality of the products and miniaturization in size.
It has long been recognized that picosecond laser pulses are capable of producing high-quality and cost-effective results in a variety of micromachining and micro materials processing applications. Ultra fast laser-based manufacturing has proven to be a superior technical solution for demanding fabrication requirements and our fiber lasers can be found enabling applications in industries ranging from aerospace to medical devices. Micro-hole drilling, cutting, 3D machining, scribing, contouring, micro-milling, welding, and surface treatment of materials as diverse as silicon, metals and plastics have all developed from the remarkable capabilities of precision laser micro-machining.
Very informative
ReplyDeleteGood Quality Information 👌😁
ReplyDelete👌👌
ReplyDeleteNice content!
ReplyDeleteNice contention. Great work👍
ReplyDelete👌👌
ReplyDeleteVery informative 👍
ReplyDeleteInformative Article
ReplyDeleteI was very impressed by your article. I hope others feel the same and you continue to share your knowledge with us. Precision Machining Service By Valley Design.
ReplyDeleteExcellent post. I really enjoy reading and also appreciate your work. This concept is a good way to enhance knowledge. Keep sharing this kind of articles. Colored Optical Glass Filters From Valley Design.
ReplyDeleteThanks for helping us understand this topic. You have written it in a way that makes it very simple to understand. Thank you so much. Glass CNC Machining Service By Valley Design.
ReplyDeleteThis is something I ‘ve been searching for for a while.I’m thankful to you for writing this article. Custom Optical Coatings From Valley Design.
ReplyDeleteExcellent post. I really enjoy reading and also appreciate your work. This concept is a good way to enhance knowledge. Keep sharing this kind of articles. Aluminum Nitride CNC Machining Services By Valley Design.
ReplyDeleteYour blog held my interest right to the very end, which is not always an easy thing to do!! Flat Lapping Services From Valley Design.
ReplyDeleteThis comment has been removed by the author.
ReplyDeleteI admire this article for the well-researched content and excellent wording. I got so involved in this material that I couldn’t stop reading. I am impressed with your work and skill. Thank you so much. Fused Silica CNC Machining Services From Valley Design.
ReplyDeleteYour blog is very useful and provides tremendous facts. Keep up the good work. Infrared Germanium Optical Wafer.
ReplyDeleteI admire this article for the well-researched content and excellent wording. I got so involved in this material that I couldn’t stop reading. I am impressed with your work and skill. Thank you so much. Glass Wafer Dicing Service.
ReplyDeleteIt was great to see someone write on this topic. Thanks for sharing your thoughts. Valley Design Equipment for Sale.
ReplyDelete